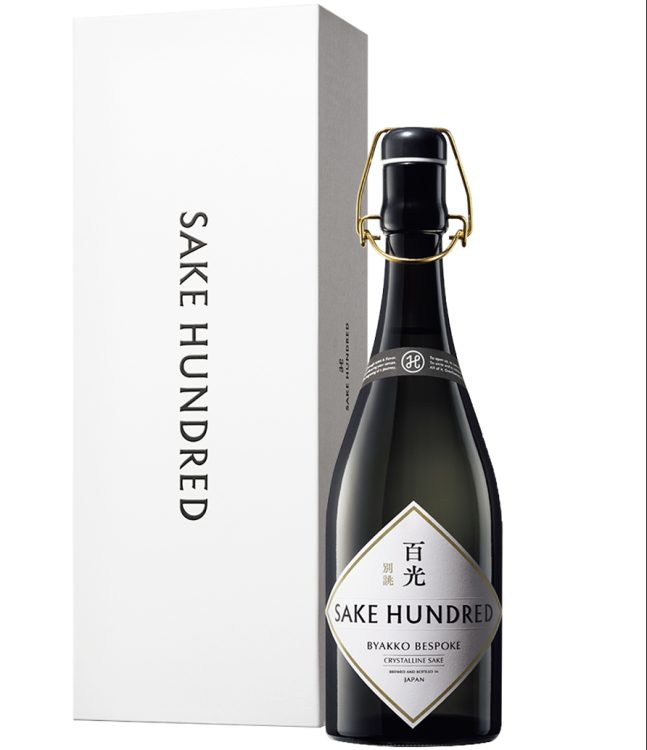
Ciear社のSAKE HUNDRED『百光 別誂』。楯の川酒造が醸す
「日本酒の可能性に挑戦し、未知の市場を切り拓く」というミッションを掲げる「Clear」。展開する日本酒ブランド「SAKE HUNDRED」のフラッグシップは「100年先まで光照らすように」という想いを込めた銘柄『百光』だ。今回は2020年に発売したシリーズ商品『百光 別誂』を紹介する。
同社の商品ラインアップは現在9銘柄。すべて全国各地の酒蔵と共同開発【※1】している。
【※1/『思凛』『響花』奥羽自慢(山形)、『白奏』河津酒造(熊本)、『深星』山梨銘醸(山梨)、『天彩』美吉野醸造(奈良)、『現外』沢の鶴(兵庫)、『礼比』永井酒造(群馬)。*醸造元では、これらの商品の購入はできない。】
「自社の商品構想をよりよい形で具現化できる酒蔵さんに協力を要請しています。『百光』は、どこよりも純米大吟醸造りに経験のある蔵にお願いしたい、という思いが強くありました」(同社代表取締役CEOの生駒龍史さん・以下同)
本商品の醸造パートナーは、山形県庄内地域の山麓部に酒蔵を構える「楯の川酒造」(山形県酒田市)だ。1832年に創業し、2010年からは蔵で造るすべての酒を「精米歩合50%以下の純米大吟醸酒」に切り替えた。
また、多くの酒蔵は“磨き”を外部の精米所に委託しているが、楯の川酒造は研削砥石にダイヤモンドロールを採用した精米機を所有している。
『百光 別誂』は「酒米の王様」と称される山田錦(兵庫県産)を使用し、原料米を200時間以上かけて精米歩合18%まで丁寧に磨き上げる。以降の工程も一切の妥協はない。
「一例を挙げると、蒸米に麹菌を繁殖させる麹箱は通常、木製を用いますが、この製造工程ではアルミ製を採用。これにより雑菌の混入を完全にシャットアウトします。酵母は『きょうかい1801酵母』と『山形KA酵母』をブレンドしており、温度変化に弱いため、醪の入った仕込みタンクの最終的な発酵温度を7?8℃に保ち、約1か月かけて、ゆっくりと低温発酵させます」
また、仕込み水は鳥海山(山形県と秋田県の県境にある標高2236mの山。出羽富士とも呼ばれる)の伏流水を使用。硬度21mg/Lという国内屈指の超軟水だ。ミネラル含有量が少なく、柔らかな口当たりや味わいを引き出す。さまざまなこだわりによって生み出される、その味わいは──。
「18%という磨きによって、透明感のある洗練された味わいを生み出します。そして米由来の瑞々しさと上質な旨み、なめらかさと甘みを感じ、後半は酸味が舌の上を滑るような感覚を覚えます。飲み込んだ後には酸味や苦味が体に溶け込んでいくような余韻も楽しめる、体感時間の長いお酒です」
ざっくり言えば、「ひと口飲むとおいしい!と驚くと思います」と生駒さんは笑う。
日本酒業界の悲願である高単価市場の開拓を後押しする1本。ハレの日にぜひ味わってほしい。
【商品DATA】
SAKE HUNDRED『百光 別誂』/2万7500円
内容量/720ml
アルコール分/15.7%
世界中から高い評価を受け、数多くのコンペティションで入賞。百貨店やラグジュアリーホテル、老舗料亭など累計230店舗以上で選ばれている。
取材・文/藤岡加奈子
※女性セブン2024年8月1日号